
鋼筋直螺紋套筒連接:如何加工?如何連接?如何驗收?
鋼筋直螺紋套筒連接:如何加工?如何連接?如何驗收?
建設(shè)監(jiān)理 2022-08-08 16:45 發(fā)表于上海
來源:建筑工程魯班聯(lián)盟
在鋼筋混凝土建筑工程中,鋼筋的連接方法有焊接、機械連接和綁扎連接三種,機械連接中的鋼筋剝肋滾軋直螺紋套筒連接是目前廣泛采用的方式。本文通過三維技術(shù)交底視頻以及實施案例解析,全面總結(jié)鋼筋直螺紋連接施工工藝要點,以供大家參考借鑒。
鋼筋直螺紋連接,即:鋼筋剝肋滾軋直螺紋套筒連接,是一種通過冷作硬化加工方法,采用專用的滾軋機床對鋼筋端部進行滾軋,使待接鋼筋端頭產(chǎn)生塑性變形并形成螺紋,再用與其螺紋相應(yīng)的內(nèi)螺紋套筒將兩根鋼筋連接到一起的機械連接方法。

鋼筋直螺紋加工要點實例分享
↓↓↓

現(xiàn)場加工的鋼筋螺紋不得有串絲、絲口不連續(xù)等現(xiàn)象

車絲前應(yīng)采用砂輪切割機打磨

車絲后用通止規(guī)進行檢驗,通規(guī)能順利旋入并達到要求的擰入長度,止規(guī)旋入不得超過2.5P,抽檢數(shù)量10%,檢驗合格率不應(yīng)小于95%




絲頭長度應(yīng)為套筒長度的1/2,公差為0~2P

檢驗合格后的絲頭用套頭保護,并分類編碼堆放


套筒安裝完畢后,按照驗收要求,對其扭力值進行檢測


套筒材料驗收實例分享
↓↓↓

· 資料檢查
供貨時,必須同時提供相應(yīng)接頭性能等級的接頭型式檢驗報告、套筒原材機械性能檢驗報告。審查型式檢驗報告時應(yīng)注意:①檢驗報告中必須詳細記載接頭試件基本參數(shù);②檢驗報告不得超過4年;③僅標準型接頭需要做型式檢驗報告;④HRB500級鋼筋接頭的型式檢驗報告可以兼做HRB400、HRB335級的同類型、同等級接頭的型式檢驗報告使用,反之則不允許。
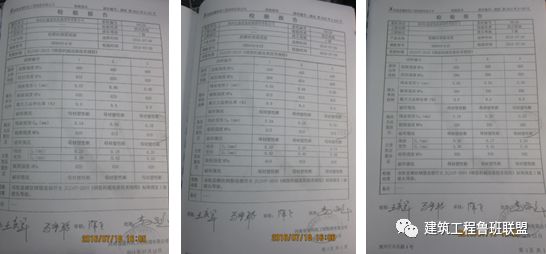
▲ 接頭型式檢驗報告
開挖式基礎(chǔ)鋼筋、整體吊裝的鋼筋籠連接采用標準型套筒,需要分段吊裝的鋼筋籠采用正反絲扣擴口型或者加鎖母型(一般用不到)。

▲ 直螺紋套筒樣品
· 外觀檢查
連接套筒螺紋牙型應(yīng)飽滿,連接套筒表面不得有裂紋,表面及內(nèi)螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。

· 尺寸檢查
重要尺寸(外徑、長度)及螺紋牙型、精度應(yīng)經(jīng)檢驗符合廠家產(chǎn)品設(shè)計圖紙要求。內(nèi)螺紋用專用的螺紋塞規(guī)檢驗,其塞通規(guī)應(yīng)能順利旋入,塞止規(guī)旋入長度不得超過3P(P為一個螺距長度)。

允許偏差:套筒直徑D≤50;外徑允許偏差±0.5;長度允許偏差±0.5。

· 取樣送檢
一般試驗項目:抗拉強度。
驗收批及取樣數(shù)量接頭同一施工條件下的同一批材料的同等級、同規(guī)格接頭以500個為一個驗收批進行檢驗與驗收不足500個時也作為一驗收批。每一驗收批隨機抽取3個試件做單向拉伸試驗。接頭拉伸試件長600㎜接頭應(yīng)位于試件中部。

取樣單填寫內(nèi)容應(yīng)包括委托單位、工程名稱、建設(shè)單位、取樣時間、鋼筋生產(chǎn)廠家或產(chǎn)地、鋼筋級別或牌號、鋼筋規(guī)格、焊接連接方式、使用部位、試件組數(shù)、要求檢驗項目、取樣人、見證人、見證號等。
合格率要求:連接套筒或鎖母的抽檢合格率應(yīng)不小于95%。當抽檢合格率小于95%時,應(yīng)另抽取同樣數(shù)量的產(chǎn)品重新檢驗。當兩次檢驗的總合格率不小于95%時,該批產(chǎn)品合格。若合格率仍小于95%,應(yīng)對該批產(chǎn)品進行逐個檢驗,合格者方可使用,不合格產(chǎn)品退回廠家處理。
· 其他注意事項
1、絲頭加工的工人應(yīng)該經(jīng)過培訓的持證人員操作,不能隨意更換同一臺機器的操作人員。在工人開始加工前,應(yīng)該在此工人制作的絲頭工藝檢驗合格后方可開始加工,避免盲目大量加工造成損失。

2、絲頭加工是鋼筋兩端應(yīng)當切平(用砂輪切割機,嚴禁氣割),保證鋼筋端頭的平整使安裝扭矩能有效的相互對頂力,以便消除或減少鋼筋受拉時因螺紋間隙造成的變形。

3、鋼筋絲頭的加工長度一般比公正差(套筒長度的一半)多兩個絲(完整的絲扣圈數(shù))。

4、在絲頭加工好后應(yīng)當用套筒使擰一下,以保證使用質(zhì)量,并套好保護帽進行保護(因為鋼筋在破開氧化層后容易生銹)。

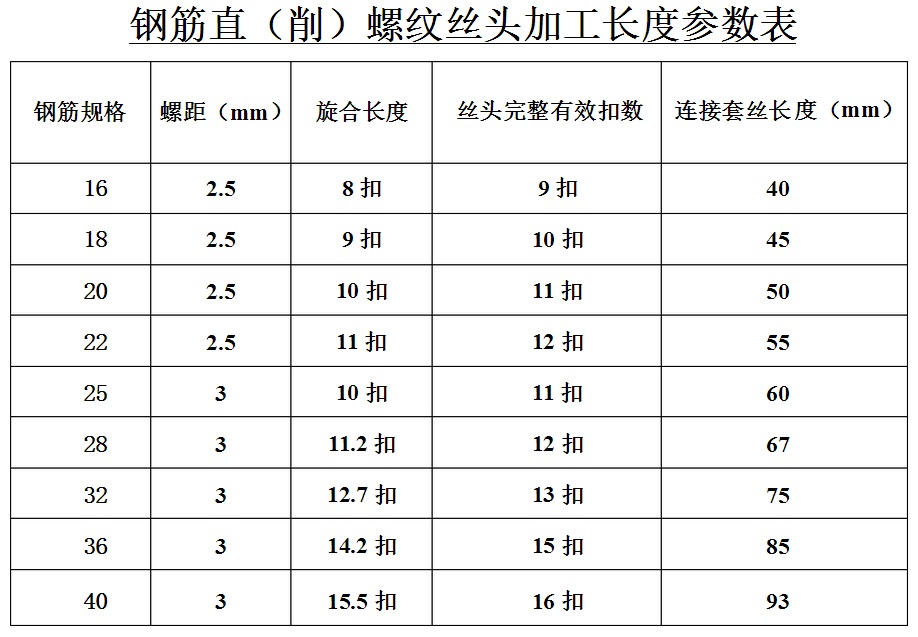
▲ 此表僅供參考
5、在鋼筋綁扎階段應(yīng)當經(jīng)常到現(xiàn)場,檢查使用情況(是否浪費),使用方法是否正確,當然也可以檢查機械連接的扭力是否達到強度(比如用扭力扳手靠自身體重猛力下壓,看看是否能壓動)。

6、在合模板及澆筑混凝土前應(yīng)當?shù)浆F(xiàn)場檢查材料是否清理干凈,避免不必要的浪費。
|
 閩公網(wǎng)安備 35020302034803號
閩公網(wǎng)安備 35020302034803號
網(wǎng)站部分圖片來源網(wǎng)絡(luò),如有涉及侵犯了您的權(quán)利,請聯(lián)系我們及時刪除! 技術(shù)支持:銳信互動
